



Filament PLA kolor szary szpula 1kg

| Marka | Torwell |
| Tworzywo | Standardowy PLA (NatureWorks 4032D / Total-Corbion LX575) |
| Średnica | 1,75 mm/2,85 mm/3,0 mm |
| Waga netto | 1 kg/szpula; 250 g/szpula; 500 g/szpula; 3 kg/szpula; 5 kg/szpula; 10 kg/szpula |
| Masa całkowita | 1,2 kg/szpula |
| Tolerancja | ± 0,02 mm |
| Środowisko przechowywania | Suche i wentylowane |
| Ustawienie suszenia | 55˚C przez 6 godz. |
| Materiały pomocnicze | Zastosuj z Torwell HIPS, Torwell PVA |
| Zatwierdzenie certyfikacji | CE, MSDS, Reach, FDA, TUV i SGS |
| Kompatybilny z | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker i inne drukarki 3D FDM |
| Pakiet | 1 kg/szpula; 8 szpul/karton lub 10 szpul/karton szczelnie zamknięta plastikowa torba z pochłaniaczem wilgoci |
Kolor do wyboru:
Dostępny kolor
Seria normalna:Biały, Czarny, Czerwony, Niebieski, Żółty, Zielony, Natura, Srebrny, Szary, Skóra, Złoty, Różowy, Fioletowy, Pomarańczowy, Żółto-złoty, Drewno, Zieleń świąteczna, Galaxy niebieski, Błękitny, Przezroczysty
Seria fluorescencyjna:fluorescencyjny czerwony, fluorescencyjny żółty, fluorescencyjny zielony, fluorescencyjny niebieski
Seria Luminous:Jaskrawy zielony, Jaskrawy niebieski
Seria zmieniająca kolor:Niebiesko-zielony do żółto-zielonego, niebieski do białego, fioletowy do różowego, szary do białego
Dostępny jest kolor niestandardowy. Wystarczy, że podasz nam kod RAL lub Pantone.

Pokaz modeli drukowanych

Szczegóły pakietu
Rolka filamentu PLA o wadze 1 kg z pochłaniaczem wilgoci, pakowana próżniowo.
Każda szpula zapakowana jest w osobne pudełko (dostępne pudełko Torwell, pudełko neutralne lub pudełko niestandardowe).
8 pudełek w kartonie (wymiary kartonu 44x44x19cm).

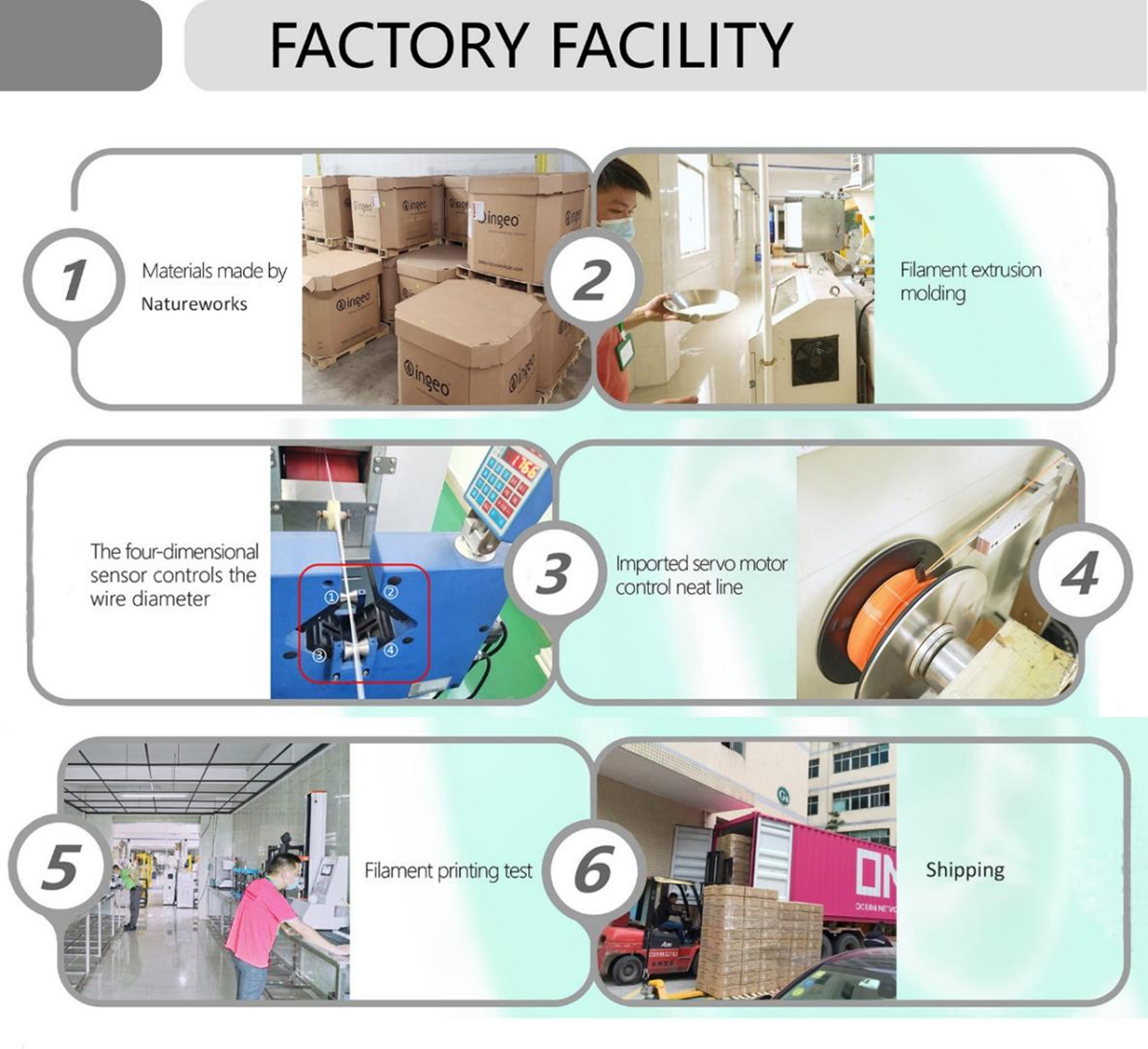
Firma Torwell ma ponad 10-letnie doświadczenie w zakresie badań i rozwoju filamentów 3D i produkuje wszystkie rodzaje filamentów, w tym PLA, PLA+, PETG, ABS, TPU, Wood PLA, Silk PLA, Marble PLA, ASA, Carbon Fiber, Nylon, PVA, Metal, filament czyszczący itp. Filament 3D produkowany jest na dużą skalę w najwyższej jakości, co przyczynia się do opłacalności i niezawodności produktu dla wszystkich popularnych drukarek 3D FDM o średnicy 1,75 mm.
Wskazówki dotyczące drukowania filamentem PLA
Aby pomóc Ci w drukowaniu 3D przy użyciu filamentu PLA, przedstawiamy 5 wskazówek, jak korzystać z filamentu PLA podczas drukowania:
1. Temperatura
Podczas drukowania z filamentu PLA zaleca się rozpoczęcie od temperatury początkowej 195°C, co zapewni największe szanse na powodzenie. Temperaturę można następnie zmniejszać lub zwiększać o 5 stopni, aby uzyskać odpowiednią jakość i wytrzymałość wydruku, które wzajemnie się uzupełniają. Aby poprawić przyczepność do platformy roboczej, zaleca się podgrzanie stołu do 60°C.
2. Temperatura jest zbyt wysoka
Jeśli temperatura jest zbyt wysoka, pojawią się nitki. Ekstruder będzie przeciekał materiał PLA podczas przemieszczania się między różnymi obszarami podczas drukowania. W takim przypadku konieczne będzie obniżenie temperatury. Rób to stopniowo, co 5 stopni, aż do momentu, gdy ekstruder przestanie przeciekać tak dużo materiału.
3. Temperatura za niska
Jeśli temperatura drukowania będzie zbyt niska, filament nie będzie przylegał do poprzedniej warstwy. Powstanie szorstka w dotyku i wyglądzie powierzchnia. Jednocześnie element będzie słabszy i będzie można go łatwo rozerwać. W takim przypadku należy zwiększać temperaturę głowicy drukującej o 5 stopni, aż wydruk będzie wyglądał dobrze, a linie na każdej warstwie będą prawidłowe. W rezultacie element będzie mocniejszy po zakończeniu drukowania.
4. Utrzymuj filament PLA w suchości
Materiał PLA należy przechowywać w chłodnym i ciemnym miejscu, najlepiej w szczelnie zamkniętym worku, co pozwoli zachować jego jakość i zapewni oczekiwany efekt druku.
| Gęstość | 1,24 g/cm³3 |
| Wskaźnik płynięcia (g/10 min) | 3.5(190℃/2,16 kg) |
| Temperatura odkształcenia cieplnego | 53℃, 0,45 MPa |
| Wytrzymałość na rozciąganie | 72 MPa |
| Wydłużenie przy zerwaniu | 11,8% |
| Wytrzymałość na zginanie | 90 MPa |
| Moduł zginania | 1915 MPa |
| Wytrzymałość na uderzenia IZOD | 5,4 kJ/㎡ |
| Trwałość | 4/10 |
| Możliwość drukowania | 9/10 |
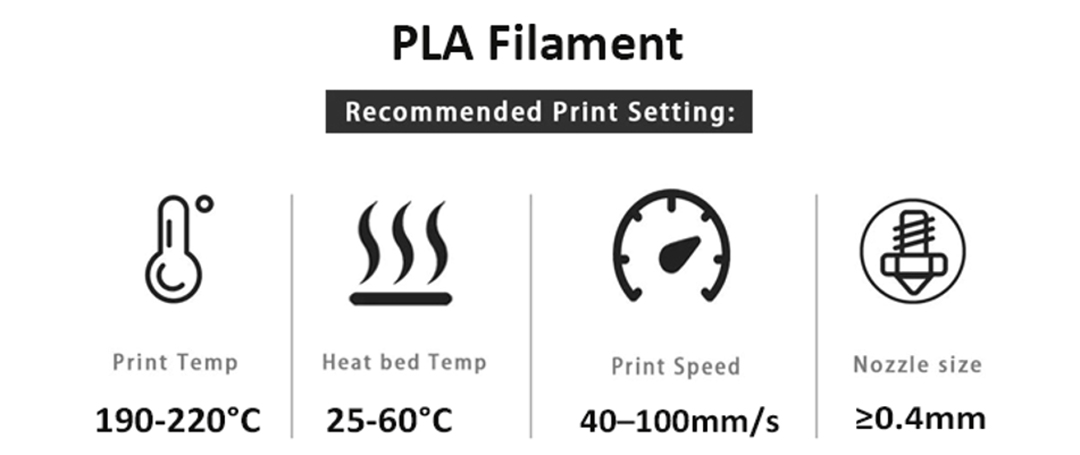
| Temperatura wytłaczarki (℃) | 190 – 220℃ |
| Temperatura łóżka (℃) | 25 – 60°C |
| Rozmiar dyszy | ≥0,4 mm |
| Prędkość wentylatora | Na 100% |
| Prędkość drukowania | 40 – 100 mm/s |
| Podgrzewane łóżko | Fakultatywny |
| Zalecane powierzchnie robocze | Szkło z klejem, papier maskujący, taśma niebieska, BuilTak, PEI |








