Filament PLA do drukarki 3D, kolor czerwony
Cechy produktu

- Bez zatykania i pęcherzyków powietrza:Zaprojektowane i wyprodukowane tak, aby zagwarantować płynny i stabilny druk z wkładami PLA. Całkowite suszenie przez 24 godziny przed zapakowaniem i próżniowe zamknięcie z pochłaniaczem wilgoci w worku foliowym.
- Bez plątania i wilgoci:Filament TORWELL Red PLA o średnicy 1,75 mm jest starannie nawijany, aby uniknąć splątania. Jest suszony i pakowany próżniowo w woreczek foliowy z pochłaniaczem wilgoci. Po użyciu należy przełożyć filament przez otwór, aby uniknąć splątania.
- Ekonomiczne i szerokie możliwości dopasowania:Posiadając ponad 11 lat doświadczenia w zakresie badań i rozwoju filamentów 3D oraz produkując tysiące ton filamentów każdego miesiąca, TORWELL jest w stanie produkować na dużą skalę wszelkiego rodzaju filamenty o najwyższej jakości, co przyczynia się do opłacalności i niezawodności filamentów 3D dla większości popularnych drukarek 3D, takich jak MK3, Ender 3, Monoprice FlashForge i inne.
| Bskraj | TOrwell |
| Tworzywo | Standardowy PLA (NatureWorks 4032D / Total-Corbion LX575) |
| Średnica | 1,75 mm/2,85 mm/3,0 mm |
| Waga netto | 1 kg/szpula; 250 g/szpula; 500 g/szpula; 3 kg/szpula; 5 kg/szpula; 10 kg/szpula |
| Masa całkowita | 1,2 kg/szpula |
| Tolerancja | ± 0,02 mm |
| Środowisko przechowywania | Suche i wentylowane |
| DUstawienie rying | 55˚C przez 6 godz. |
| Materiały pomocnicze | Zastosuj zTorwell HIPS, Torwell PVA |
| Zatwierdzenie certyfikacji | CE, MSDS, Reach, FDA, TUV i SGS |
| Kompatybilny z | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker i inne drukarki 3D FDM |
| Pakiet | 1 kg/szpula; 8 szpul/karton lub 10 szpul/karton szczelnie zamknięta plastikowa torba z pochłaniaczem wilgoci |
Postacie
* Bez zatykania i pęcherzyków powietrza
* Mniej plątaniny i łatwość użytkowania
* Dokładność i spójność wymiarowa
* Brak odkształceń
* Przyjazny dla środowiska
* Szerokie zastosowanie
Więcej kolorów
Dostępne kolory:
| Kolor podstawowy | Biały, Czarny, Czerwony, Niebieski, Żółty, Zielony, Natura, |
| Inny kolor | Srebrny, Szary, Skóra, Złoty, Różowy, Fioletowy, Pomarańczowy, Żółto-złoty, Drewno, Zieleń świąteczna, Galaxy niebieski, Błękit nieba, Przezroczysty |
| Seria fluorescencyjna | Fluorescencyjny czerwony, fluorescencyjny żółty, fluorescencyjny zielony, fluorescencyjny niebieski |
| Seria Luminous | Jaskrawa zieleń, Jaskrawa błękit |
| Seria zmieniająca kolor | Niebiesko-zielony do żółto-zielonego, niebieski do białego, fioletowy do różowego, szary do białego |
| Akceptuj kolor PMS klienta | |

Pokaz modeli

Pakiet
Rolka 1 kgFilament PLA do drukarek 3Dz pochłaniaczem wilgoci w opakowaniu próżniowym
Każda szpula w osobnym pudełku (dostępne pudełko Torwell, pudełko neutralne lub pudełko niestandardowe)
8 pudełek w kartonie (wymiary kartonu 44x44x19 cm)

Obiekt fabryczny

Wskazówki dotyczące drukowania 3D
1. Wypoziomuj łóżko
Przed drukowaniem możesz użyć kartki papieru, aby określić odległość między dyszą a stołem w kilku punktach na stole. Możesz też zainstalować czujnik poziomowania stołu, aby zautomatyzować proces.
2. Ustawienie idealnej temperatury
Różne materiały będą miały różną idealną temperaturę. Również otoczenie będzie miało niewielki wpływ na idealną temperaturę. Zbyt wysoka temperatura druku spowoduje splątanie filamentu. Natomiast zbyt wolna praca nie będzie się kleić do stołu ani powodować problemów z owijaniem. Możesz dostosować temperaturę zgodnie z instrukcją obsługi filamentu lub skontaktować się z naszym działem technicznym w celu uzyskania pomocy.
3. Skutecznym sposobem na redukcję zacięć jest czyszczenie filamentem czyszczącym lub wymiana dyszy przed drukowaniem.
4. Przechowuj filament prawidłowo.
Aby zachować suchość, należy umieścić je w opakowaniu próżniowym lub pojemniku.
Dlaczego filament nie przykleja się łatwo do stołu?
- Temperatura.Przed drukowaniem należy sprawdzić ustawienia temperatury (podłoża i dyszy) i ustawić je odpowiednio;
- Niwelacja.Sprawdź, czy łóżko jest wypoziomowane, upewnij się, że dysza nie znajduje się zbyt daleko lub zbyt blisko łóżka;
- Prędkość.Sprawdź, czy prędkość drukowania pierwszej warstwy nie jest zbyt szybka.
Skontaktuj się z nami, aby uzyskać więcej szczegółów info@torwell3d.com.
| Gęstość | 1,24 g/cm³3 |
| Wskaźnik płynięcia (g/10 min) | 3.5(190℃/2,16 kg) |
| Temperatura odkształcenia cieplnego | 53℃, 0,45 MPa |
| Wytrzymałość na rozciąganie | 72 MPa |
| Wydłużenie przy zerwaniu | 11,8% |
| Wytrzymałość na zginanie | 90 MPa |
| Moduł zginania | 1915 MPa |
| Wytrzymałość na uderzenia IZOD | 5,4 kJ/㎡ |
| Trwałość | 4/10 |
| Możliwość drukowania | 9/10 |
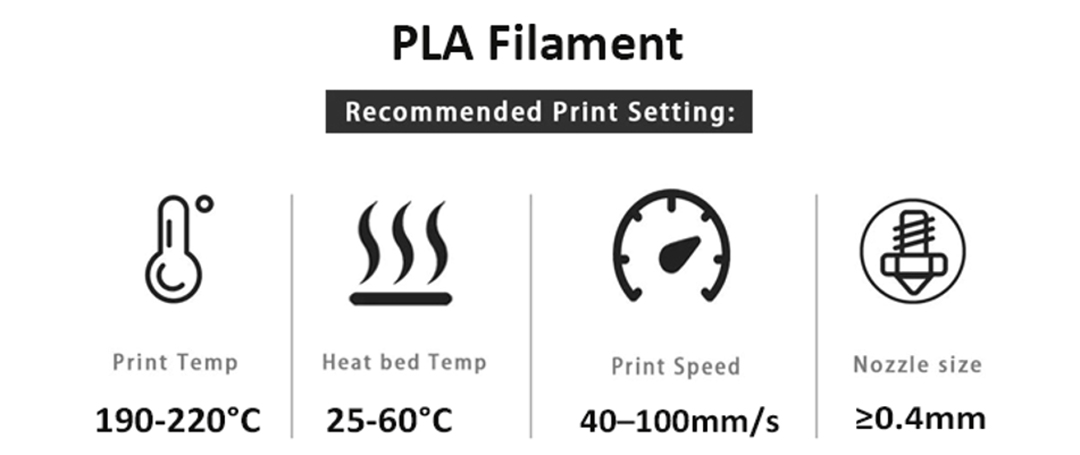
| Temperatura wytłaczarki (℃) | 190 – 220℃ |
| Temperatura łóżka (℃) | 25 – 60°C |
| Rozmiar dyszy | ≥0,4 mm |
| Prędkość wentylatora | Na 100% |
| Prędkość drukowania | 40 – 100 mm/s |
| Podgrzewane łóżko | Fakultatywny |
| Zalecane powierzchnie robocze | Szkło z klejem, papier maskujący, taśma niebieska, BuilTak, PEI |